




Xưởng chuyên tiện trục nên chọn máy theo tiêu chí nào?
19:21 - 22/04/2026
Trong thực tế sản xuất, xưởng chuyên tiện trục không thể chọn máy chỉ dựa vào công suất hoặc đường kính gia công tối đa, vì hiệu quả khai thác máy còn phụ thuộc vào nhiều yếu tố gắn trực tiếp với đặc điểm chi tiết và cách tổ chức sản xuất của xưởng. Vì vậy, trước khi đầu tư, doanh nghiệp cần đánh giá máy theo đúng nhóm trục mà xưởng gia công thường xuyên, đồng thời cân nhắc cả nhu cầu hiện tại lẫn khả năng mở rộng
Nội dung bài viết
- Trước khi chọn máy, cần xác định đúng loại trục mà xưởng gia công thường xuyên
- Tiêu chí số 1 – Chiều dài trục và khoảng chống tâm là điều phải xem đầu tiên
- Tiêu chí số 2 – Độ cứng vững của máy và hệ thống hỗ trợ trục dài
- Tiêu chí số 3 – Lỗ trục chính, đường kính gia công và kiểu phôi đầu vào phải phù hợp
- Tiêu chí số 4 – Công suất, mô-men và dải tốc độ trục chính phải hợp với vật liệu và kiểu cắt
- Tiêu chí số 5 – Độ chính xác, độ lặp lại và chất lượng cơ cấu ăn dao không nên bị xem nhẹ
- Tiêu chí số 6 – Xưởng nên chọn máy theo năng suất hiện tại hay theo hướng mở rộng?
- Chọn đúng máy tiện trục để gia công ổn định và mở rộng hiệu quả
Trước khi chọn máy, cần xác định đúng loại trục mà xưởng gia công thường xuyên
Trước khi so sánh công suất, lỗ trục chính, đường kính tiện hay khoảng chống tâm, xưởng cần xác định rõ mình đang gia công loại trục nào nhiều nhất. Nếu chưa phân loại đúng nhóm chi tiết chủ lực, việc chọn máy rất dễ lệch ngay từ đầu: máy có thể tiện được, nhưng chưa chắc tiện ổn định, giữ được dung sai và phù hợp với cách sản xuất thực tế của xưởng.
Không phải mọi loại trục đều cần cùng một cấu hình máy
Cùng là chi tiết dạng trục, nhưng mỗi nhóm trục có thể cần cấu hình máy khác nhau. Trục ngắn, đường kính lớn thường cần máy có độ cứng vững tốt và mô-men đủ lớn để cắt ổn định. Trục dài, đường kính nhỏ lại dễ võng, dễ rung và thường cần chống tâm hoặc giá đỡ trong quá trình gia công.
Với trục bậc, trục nhiều vai, trục có ren hoặc rãnh, xưởng cần chú ý thêm khả năng kiểm soát vị trí dao, độ chính xác hình học và trình tự gia công. Trục đặc và trục rỗng cũng không đặt ra cùng một yêu cầu về lỗ trục chính, gá kẹp và phương án cấp phôi.
Tỷ lệ chiều dài trên đường kính cần được xem từ đầu
Với xưởng chuyên tiện trục, tỷ lệ giữa chiều dài và đường kính là dữ kiện rất quan trọng. Khi phần trục nhô ra khỏi mâm cặp càng dài so với đường kính, chi tiết càng dễ võng, rung và khó giữ kích thước ổn định trên toàn bộ chiều dài gia công.
Vì vậy, nếu xưởng thường làm trục dài, trục nhỏ hoặc trục có độ cứng vững thấp, cần xem sớm các yếu tố như khoảng chống tâm, khả năng dùng chống tâm sau, khả năng lắp giá đỡ tĩnh hoặc giá đỡ di động, độ cứng vững của máy và phương án gá đặt. Chỉ nhìn chiều dài tiện tối đa là chưa đủ để đánh giá máy có phù hợp với trục dài hay không.
Cần phân loại chi tiết theo kích thước, kết cấu và yêu cầu kỹ thuật
Hai trục có cùng chiều dài và đường kính vẫn có thể cần cấu hình máy khác nhau nếu yêu cầu kỹ thuật khác nhau. Xưởng cần xem thêm vật liệu, dung sai, độ nhám bề mặt, độ đồng tâm, độ thẳng, dạng nguyên công và sản lượng thực tế trước khi chọn máy.
Để tránh chọn máy theo cảm tính, xưởng nên tự phân loại chi tiết theo các nhóm câu hỏi ngắn:
Trục dài nhất thường gia công là bao nhiêu?
Đường kính nhỏ nhất và lớn nhất thường gặp là bao nhiêu?
Trục là trục đặc, trục rỗng, trục trơn hay trục bậc?
Chi tiết có ren, rãnh, nhiều vai hoặc yêu cầu đồng tâm cao không?
Dung sai, độ nhám và độ ổn định giữa các lô có chặt không?
Xưởng gia công đơn chiếc, nhiều mã hay chạy lặp lại theo lô?
Có thường xuyên cần chống tâm, giá đỡ hoặc đồ gá hỗ trợ không?
Khi trả lời được các câu hỏi này, xưởng sẽ biết mình cần máy tiện trục theo hướng linh hoạt, hướng gia công trục dài, hướng gia công lô lớn hay hướng gia công chi tiết chính xác. Đây là bước nền trước khi đánh giá các tiêu chí như khoảng chống tâm, độ cứng vững, lỗ trục chính, công suất, độ chính xác và khả năng mở rộng.
>> Máy tiện ngang CNC SMEC SL 3500Y series mang dẫn hướng dạng hộp được trang bị trục Y
Tiêu chí số 1 – Chiều dài trục và khoảng chống tâm là điều phải xem đầu tiên
Chiều dài trục quyết định trực tiếp đến cách chọn máy
Khi chọn máy cho xưởng chuyên tiện trục, chiều dài chi tiết là yếu tố cần xem rất sớm. Cùng một đường kính, nhưng trục càng dài thì nguy cơ võng, rung và lệch kích thước càng cao. Nếu máy không có khoảng chống tâm phù hợp hoặc không đủ khả năng hỗ trợ trục dài, xưởng sẽ khó giữ dung sai trên toàn bộ chiều dài gia công.
Vì vậy, không nên chỉ nhìn vào đường kính tiện tối đa, công suất trục chính hoặc cảm giác máy khỏe. Một máy có thể phù hợp với trục ngắn nhưng chưa chắc phù hợp với trục dài, nhất là khi chi tiết có yêu cầu cao về độ thẳng, độ đồng tâm hoặc chất lượng bề mặt.
Khoảng chống tâm không nên chọn vừa đủ
Khoảng chống tâm cần được tính theo chiều dài làm việc thực tế, không nên tính sát theo kích thước danh nghĩa trên bản vẽ. Khi gia công, xưởng còn cần không gian cho mâm cặp, mũi tâm, dao cắt, khoảng thoát dao và thao tác gá đặt.
Nếu chọn máy có khoảng chống tâm chỉ vừa đủ, xưởng dễ gặp các hạn chế như:
- Khó gia công chi tiết dài hơn nhóm sản phẩm hiện tại.
- Khó thay đổi phương án gá để tăng độ ổn định.
- Dễ bị giới hạn khi nhận thêm mã hàng mới.
- Khó mở rộng năng lực tiện trục trong tương lai.
Với xưởng chuyên tiện trục, khoảng chống tâm không chỉ là thông số kỹ thuật, mà còn là giới hạn trực tiếp của khả năng nhận việc.
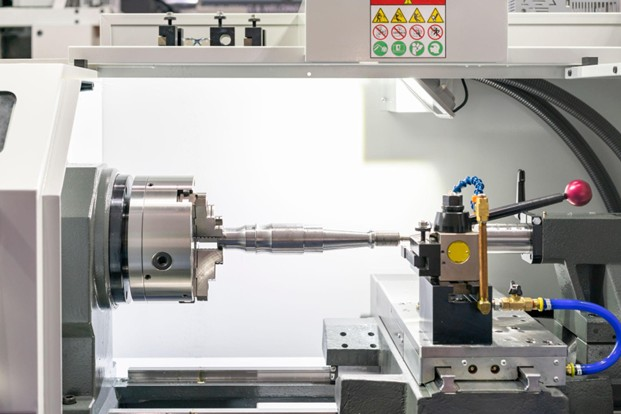
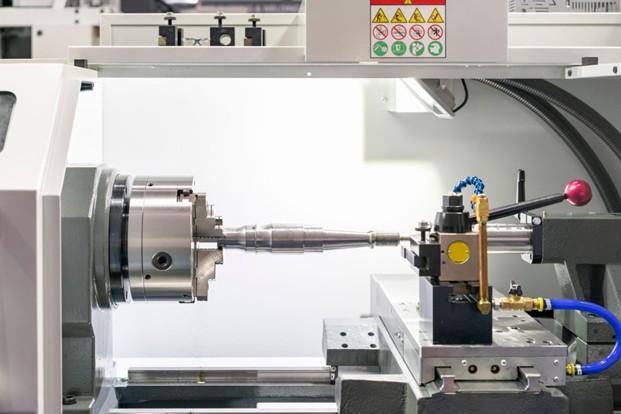
Gia công trục dài với ụ động trên máy tiện CNC
Trục dài cần xem thêm chống tâm, giá đỡ và tỷ lệ chiều dài trên đường kính
Với trục dài, chỉ có khoảng chống tâm lớn là chưa đủ. Khoảng chống tâm cho biết máy có thể nhận chi tiết hay không, còn gia công có ổn định hay không lại phụ thuộc vào khả năng đỡ chi tiết trong quá trình cắt. Với trục dài, mảnh hoặc độ cứng vững thấp, xưởng thường phải tính thêm chống tâm sau, giá đỡ tĩnh, giá đỡ di động hoặc phương án gá phù hợp với phần nhô ra khỏi mâm cặp.
Ngoài chiều dài, cần xem đồng thời tỷ lệ giữa chiều dài và đường kính trục. Trục càng dài và càng nhỏ đường kính thì nguy cơ võng, rung, sai độ thẳng và sai kích thước càng cao. Trước khi chốt tiêu chí này, xưởng nên tự kiểm tra:
- Trục dài nhất thường gia công là bao nhiêu?
- Đường kính phổ biến của nhóm trục đó là bao nhiêu?
- Nhóm trục chủ lực có dài, mảnh hoặc dễ võng không?
- Có cần chống tâm hoặc giá đỡ thường xuyên không?
- Máy đang xem có đủ khoảng chống tâm thực tế không?
- Nếu nhận đơn hàng dài hơn trong tương lai, máy còn phù hợp không?
Trả lời rõ các câu hỏi này sẽ giúp xưởng tránh chọn máy theo kiểu vừa đủ trên thông số, nhưng khi đưa vào sản xuất lại thiếu khoảng làm việc hoặc thiếu khả năng hỗ trợ chi tiết dài.
>> Máy tiện ngang CNC SMEC SL 8500 series có chiều dài tiện lớn nhất lên đến 5050 mm
Tiêu chí số 2 – Độ cứng vững của máy và hệ thống hỗ trợ trục dài
Độ cứng vững quyết định khả năng giữ dung sai khi tiện trục
Với xưởng chuyên tiện trục, độ cứng vững của máy ảnh hưởng trực tiếp đến khả năng giữ kích thước, độ thẳng, độ đồng tâm và chất lượng bề mặt. Nếu thân máy, băng máy, cụm trục chính hoặc ổ dao không đủ cứng, lực cắt có thể làm hệ thống biến dạng nhẹ, khiến dao và chi tiết không còn giữ đúng vị trí tương đối trong quá trình gia công.
Vấn đề này thường rõ hơn khi tiện trục dài, trục nhỏ hoặc trục cần giữ dung sai chặt trên chiều dài lớn. Biểu hiện thường gặp là đường kính không đều theo chiều dài, dễ xuất hiện độ côn, bề mặt xấu đi khi tăng chế độ cắt hoặc phải giảm chiều sâu cắt để giữ ổn định.
Trục dài cần hệ thống hỗ trợ phù hợp
Với trục dài, chỉ máy cứng thôi chưa đủ. Khi phần chi tiết nhô ra khỏi mâm cặp lớn, bản thân chi tiết cũng có thể bị võng hoặc rung nếu không được đỡ đúng cách. Vì vậy, hệ thống hỗ trợ trục dài cần được xem cùng với độ cứng vững của máy.
Các bộ phận hỗ trợ thường cần cân nhắc gồm:
- Ụ động để đỡ đầu còn lại của chi tiết.
- Giá đỡ tĩnh để đỡ tại một vị trí cố định trên băng máy.
- Giá đỡ di động để đỡ gần vùng cắt và di chuyển theo dao.
- Phương án gá kẹp phù hợp với chiều dài nhô ra và tải cắt thực tế.
Nếu máy có khoảng chống tâm lớn nhưng thiếu ụ động, giá đỡ hoặc phương án gá phù hợp, xưởng vẫn có thể gặp khó khi tiện trục dài. Ngược lại, có hệ hỗ trợ nhưng nền máy và cụm trục chính không đủ cứng thì quá trình cắt cũng khó ổn định khi tăng tải.
>> Đừng bỏ lỡ máy tiện ngang CNC SMEC NS 2000 dành cho các nhà xưởng nhỏ gọn, hạn chế diện tích
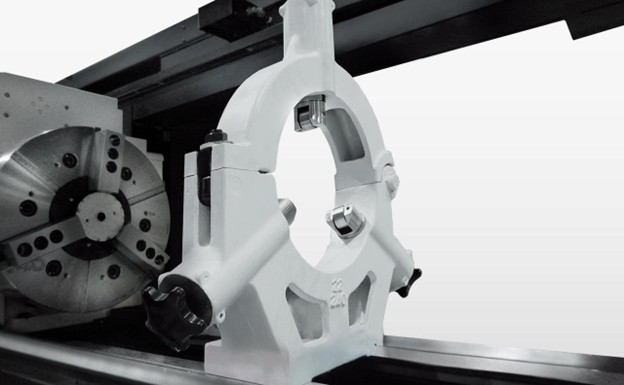
Giá đỡ trục dài trên máy tiện
Khi nào xưởng nên ưu tiên cao tiêu chí này?
Xưởng nên ưu tiên cao độ cứng vững của máy và hệ thống hỗ trợ trục dài nếu thường gặp các tình huống sau:
- Gia công trục dài, trục mảnh hoặc trục có độ cứng vững thấp.
- Chi tiết dễ xuất hiện độ côn hoặc lệch kích thước theo chiều dài.
- Bề mặt xấu đi rõ khi tăng chiều sâu cắt hoặc lượng chạy dao.
- Rung xuất hiện sớm khi phần nhô ra khỏi mâm cặp tăng lên.
- Phải giảm chế độ cắt nhiều để giữ ổn định.
- Chất lượng giữa các lô không đồng đều dù chương trình gia công không đổi.
Khi chọn máy, xưởng nên đối chiếu tiêu chí này với đúng nhóm trục đang gia công nhiều nhất. Không nên chỉ nhìn công suất, đường kính tiện hoặc kích thước tổng thể của máy, mà cần kiểm tra máy có đủ cứng, có ụ động, có thể lắp giá đỡ và có phù hợp với hệ gá hiện tại của xưởng hay không.
>> Máy tiện đứng CNC SMEC SLV 1000 series có chiều dài tiện lên đến 955mm
Tiêu chí số 3 – Lỗ trục chính, đường kính gia công và kiểu phôi đầu vào phải phù hợp
Lỗ trục chính và đường kính gia công cần xem cùng nhau
Với xưởng chuyên tiện trục, lỗ trục chính là thông số rất quan trọng vì nó quyết định phôi có thể đưa vào máy theo cách nào. Nếu xưởng thường gia công từ thanh phôi dài, trục ống hoặc cần cấp phôi liên tục theo lô, đường kính lỗ trục chính sẽ ảnh hưởng trực tiếp đến khả năng tổ chức sản xuất.
Tuy nhiên, không nên chỉ nhìn riêng lỗ trục chính hoặc riêng đường kính gia công lớn nhất. Một máy có thể tiện được chi tiết đường kính lớn ở vùng làm việc trước mâm cặp, nhưng lại không phù hợp nếu phôi đầu vào không đi qua được trục chính hoặc phải thay đổi quá nhiều thao tác gá đặt.
Khi đánh giá tiêu chí này, xưởng nên xem đồng thời:
- Đường kính phôi đầu vào lớn nhất.
- Đường kính chi tiết thành phẩm thường gia công.
- Đường kính lỗ trục chính của máy.
- Cách cấp phôi thực tế trong xưởng.
Nếu các yếu tố này không đồng bộ, máy nhìn có vẻ đủ thông số nhưng khi đưa vào sản xuất lại dễ phát sinh thao tác phụ, làm tăng thời gian chuẩn bị và giảm hiệu quả gia công.
Kiểu phôi đầu vào quyết định cách chọn máy
Không phải xưởng nào cũng dùng cùng một loại phôi. Có xưởng chủ yếu dùng thanh phôi tròn đặc, có xưởng làm nhiều trục ống, có nơi dùng phôi cắt đoạn, cũng có nơi chạy phôi dài theo lô. Mỗi kiểu phôi sẽ kéo theo yêu cầu khác nhau về lỗ trục chính, gá kẹp, cấp phôi và độ ổn định khi cắt.
Nếu xưởng thường dùng thanh phôi dài, nên ưu tiên máy có lỗ trục chính phù hợp để đưa phôi xuyên qua và thuận lợi cho cấp phôi. Nếu xưởng chủ yếu dùng phôi cắt đoạn, tiêu chí lỗ trục chính có thể bớt khắt khe hơn, nhưng cần chú ý nhiều hơn đến phương án gá kẹp, thời gian thay phôi và khả năng đổi mã linh hoạt.
Trước khi chọn máy, xưởng nên xác định rõ nhóm phôi chủ lực:
- Thanh phôi tròn đặc.
- Trục ống.
- Phôi cắt đoạn.
- Phôi dài cần đưa xuyên qua trục chính.
- Phôi chạy theo lô, có thể cần kết hợp thiết bị cấp phôi.
>> Đừng bỏ lỡ Máy tiện CNC 2 trục chính SMEC NS 1600T2Y2 đa trục mang khả năng gia công đa nhiệm, linh hoạt nhu cầu của nhà xưởng
Khi nào lỗ trục chính lớn là lợi thế?
Lỗ trục chính lớn là lợi thế rõ ràng nếu xưởng thường gia công trục theo lô từ thanh phôi dài. Khi phôi có thể đi xuyên qua trục chính, quá trình cấp phôi thuận lợi hơn, giảm số lần tháo lắp phôi, giảm thời gian chuẩn bị và dễ mở rộng theo hướng cấp phôi tự động.
Tuy nhiên, lỗ trục chính lớn chỉ thật sự có giá trị khi phù hợp với nhóm sản phẩm chủ lực. Nếu phần lớn đơn hàng là chi tiết ngắn, đường kính nhỏ hoặc thay mã liên tục, xưởng không nên chỉ chạy theo lỗ trục chính lớn mà bỏ qua độ cứng vững, độ chính xác, khoảng chống tâm và hệ thống hỗ trợ trục dài.
Trước khi chốt tiêu chí này, xưởng nên tự kiểm tra:
- Phôi sử dụng nhiều nhất là thanh dài hay phôi cắt đoạn?
- Đường kính phôi lớn nhất thường đưa vào máy là bao nhiêu?
- Xưởng có thường xuyên gia công trục ống không?
- Có nhu cầu cấp phôi tự động hoặc chạy lô dài không?
- Lỗ trục chính của máy có phù hợp với nhóm phôi chủ lực không?
- Nếu mở rộng đơn hàng trong tương lai, kiểu phôi có thay đổi nhiều không?
Trả lời rõ các câu hỏi này giúp xưởng chọn máy sát với sản xuất thực tế hơn, thay vì chọn theo một thông số lớn nhưng không thật sự tạo hiệu quả trong vận hành.

Thiết bị cấp phôi cho máy tiện CNC gia công trục
Không nên chọn máy chỉ theo đường kính lớn nhất trong bảng thông số
Trong thực tế, doanh nghiệp rất dễ bị thu hút bởi những con số lớn như đường kính gia công tối đa hoặc chiều dài chống tâm lớn. Nhưng với bài toán tiện trục, điều quan trọng hơn là máy có phù hợp với phôi đầu vào thực tế hay không. Nếu phôi không đi qua được trục chính, hoặc phải thay đổi quá nhiều thao tác vì lỗ trục chính không phù hợp, hiệu quả sản xuất sẽ giảm rõ rệt.
Vì vậy, khi đánh giá tiêu chí này, xưởng không nên chỉ hỏi máy tiện được đường kính lớn bao nhiêu, mà cần nhìn vào khả năng làm việc thực tế với loại phôi mà xưởng đang sử dụng thường xuyên.
>> Máy tiện ngang CNC SMEC NS 2100Y trang bị trục Y sử dụng băng dẫn hướng tuyến tính được nhiều nhà xưởng tin dùng
Tiêu chí số 4 – Công suất, mô-men và dải tốc độ trục chính phải hợp với vật liệu và kiểu cắt
Không nên chọn máy chỉ theo công suất danh nghĩa
Với xưởng chuyên tiện trục, công suất trục chính chỉ có ý nghĩa khi được xem cùng mô-men và dải tốc độ làm việc thực tế. Nếu chỉ nhìn vào công suất lớn nhất, xưởng rất dễ chọn máy có thông số nhìn tốt nhưng không phù hợp với kiểu cắt, vật liệu và đường kính trục thường gia công.
Khi tiện trục thép, trục hợp kim, trục đường kính lớn hoặc trục nhiều vai bậc, máy không chỉ cần quay được mà còn phải duy trì lực cắt ổn định. Công suất phải đủ tải cho chế độ cắt thực tế, còn mô-men phải đủ để giữ khả năng cắt ở vùng tốc độ xưởng thường sử dụng.
Mô-men và dải tốc độ phải phù hợp với kiểu cắt
Mô-men trục chính đặc biệt quan trọng khi xưởng thường tiện thô, bóc lượng dư lớn hoặc gia công vật liệu cứng. Ở các nguyên công này, tốc độ quay có thể không cao nhưng lực cắt lớn. Nếu mô-men thấp, máy dễ hụt tải, cắt không ổn định, phát sinh rung và khó giữ kích thước.
Ngược lại, nếu xưởng chủ yếu tiện tinh, tiện trục nhỏ hoặc gia công bề mặt yêu cầu đẹp, dải tốc độ trục chính và khả năng giữ tốc độ ổn định lại quan trọng hơn. Vì vậy, không nên chọn máy theo tốc độ cao nhất, mà cần xem dải tốc độ có phù hợp với nhóm vật liệu, đường kính trục và kiểu cắt chủ lực hay không.
- Tiện thô trục thép, trục hợp kim, trục đường kính lớn: cần mô-men tốt và tải cắt ổn định.
- Tiện tinh, tiện bước nhỏ, bề mặt yêu cầu cao: cần dải tốc độ phù hợp và tốc độ ổn định.
- Gia công lặp lại theo lô: cần trục chính bền bỉ, ít dao động khi chạy lâu.
- Gia công nhiều loại trục khác nhau: cần dải tốc độ đủ rộng để không bị giới hạn ở một nhóm sản phẩm.
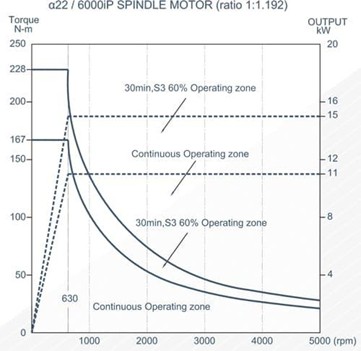
Biểu đồ mô-men và công suất theo tốc độ trục chính
Cần đọc thông số trục chính trong điều kiện cắt thực tế
Một máy có công suất lớn chưa chắc phù hợp nếu hệ trục chính không giữ được trạng thái cắt ổn định trong điều kiện làm việc thật. Với chi tiết trục dài, trục mảnh hoặc dễ rung, nếu chỉ tăng công suất mà máy, đồ gá, chống tâm và giá đỡ không đủ ổn định, quá trình tiện vẫn có thể phát sinh rung, sai số hình học hoặc bề mặt xấu.
Trước khi chốt tiêu chí này, xưởng nên tự kiểm tra:
- Xưởng đang gia công chủ yếu vật liệu nào?
- Công việc chính là tiện thô, tiện bán tinh hay tiện tinh?
- Trục thường gia công có đường kính lớn hay nhỏ?
- Có thường xuyên phải bóc lượng dư lớn không?
- Vùng tốc độ dùng nhiều nhất là thấp, trung bình hay cao?
- Máy đang xem có mô-men phù hợp với kiểu cắt chủ lực không?
- Trục chính có giữ ổn định khi chạy lâu hoặc chạy theo lô không?
Khi trả lời được các câu hỏi này, xưởng sẽ chọn máy sát với điều kiện sản xuất thực tế hơn, thay vì chọn theo một con số công suất lớn nhưng chưa chắc tạo hiệu quả trong gia công tiện trục.
>> Xem chi tiết các dòng máy tiện đứng CNC SMEC tại Á Châu
Tiêu chí số 5 – Độ chính xác, độ lặp lại và chất lượng cơ cấu ăn dao không nên bị xem nhẹ
Độ chính xác và độ lặp lại quyết định khả năng tiện trục ổn định
Với xưởng chuyên tiện trục, máy không chỉ cần gia công đúng một chi tiết đầu tiên, mà phải giữ được kích thước ổn định qua nhiều chi tiết và nhiều lô sản xuất. Vì vậy, ngoài độ chính xác danh nghĩa, xưởng cần quan tâm đến độ lặp lại, độ ổn định kích thước và khả năng giữ sai số trong thời gian dài.
Độ chính xác cho biết máy có thể gia công gần với kích thước yêu cầu đến đâu, còn độ lặp lại cho biết máy có thể tạo ra kết quả giống nhau qua nhiều lần chạy hay không. Nếu độ lặp lại kém, chi tiết đầu có thể đạt nhưng các chi tiết sau dễ lệch dần, khiến xưởng phải đo, bù dao và chỉnh máy nhiều lần.
Cơ cấu ăn dao ảnh hưởng trực tiếp đến kích thước và bề mặt
Cơ cấu ăn dao gồm các cụm liên quan đến chuyển động của bàn dao, ụ dao, vít me, ray dẫn hướng, động cơ servo và hệ truyền động. Nếu cơ cấu này không ổn định, dao có thể di chuyển không đều, đổi hướng không chính xác hoặc tạo sai lệch nhỏ trong quá trình tiện.
Với chi tiết dạng trục, các sai lệch này có thể làm đường kính không đều, xuất hiện độ côn, sai vai bậc, sai chiều dài bậc hoặc bề mặt không đạt độ nhẵn mong muốn. Khi tiện tinh, chất lượng cơ cấu ăn dao càng quan trọng vì chỉ một chuyển động không đều cũng có thể để lại vết dao rõ hoặc làm bề mặt kém ổn định.
Đầu dò đo kiểm trực tiếp trên máy tiện
Khi nào xưởng nên ưu tiên cao tiêu chí này?
Xưởng nên ưu tiên cao độ chính xác, độ lặp lại và chất lượng cơ cấu ăn dao nếu thường gia công trục có dung sai chặt, yêu cầu độ đồng tâm, độ thẳng, độ nhẵn bề mặt hoặc chạy lặp lại theo lô.
Trước khi chọn máy, nên kiểm tra các điểm chính:
- Máy có thông số rõ về độ chính xác và độ lặp lại hay không.
- Cơ cấu chạy dao có ổn định khi tiện tinh và tiện lặp lại không.
- Máy có giữ kích thước ổn định giữa đầu lô và cuối lô không.
- Bề mặt sau tiện có đều, ít vết dao và ít rung không.
- Máy có hỗ trợ đo dao, đo chi tiết hoặc bù sai số không.
- Xưởng có thường phải chỉnh bù nhiều lần khi chạy cùng một mã trục không.
Nếu xưởng thường gặp tình trạng chi tiết lúc đạt lúc lệch, đường kính thay đổi theo chiều dài hoặc phải can thiệp nhiều trong quá trình tiện, tiêu chí này cần được xem kỹ. Một máy có cơ cấu ăn dao ổn định sẽ giúp giữ chất lượng đều hơn, giảm thời gian đo kiểm và giảm rủi ro sai hỏng khi chạy lô.
>> Máy tiện ngang CNC SMEC SL 2000 đáp ứng yêu cầu phổ biến là chạy ổn định nhiều ca, ít rung để giữ chất lượng bề mặt
Tiêu chí số 6 – Xưởng nên chọn máy theo năng suất hiện tại hay theo hướng mở rộng?
Không nên chọn máy chỉ theo nhu cầu hiện tại
Khi đầu tư máy tiện cho xưởng chuyên tiện trục, nếu chỉ chọn theo nhu cầu hiện tại, máy có thể dùng được trong ngắn hạn nhưng nhanh chóng bị giới hạn khi sản lượng tăng, đơn hàng thay đổi hoặc xưởng bắt đầu nhận thêm trục dài, trục ống, trục chạy từ thanh phôi.
Với chi tiết dạng trục, khả năng mở rộng không chỉ nằm ở công suất hay đường kính gia công. Xưởng cần xem thêm lỗ trục chính, khoảng chống tâm, ụ động, giá đỡ, khả năng cấp phôi, đo kiểm, bù sai số và mức độ ổn định khi chạy lô dài.
Khi nào chọn theo hiện tại, khi nào chọn theo hướng mở rộng?
Chọn theo nhu cầu hiện tại sẽ hợp lý nếu xưởng đang gia công nhóm trục tương đối ổn định, sản lượng chưa cao, chưa có kế hoạch tăng mạnh trong thời gian gần và chưa cần tự động hóa. Khi đó, nên ưu tiên cấu hình vừa đủ cho nhóm sản phẩm chủ lực, tránh mua máy quá lớn hoặc nhiều tùy chọn nhưng chưa khai thác được ngay.
Ngược lại, xưởng nên chọn theo hướng mở rộng nếu có các dấu hiệu sau:
- Đơn hàng lặp lại và đơn hàng theo lô tăng dần.
- Thường xuyên cần gia công trục dài, trục ống hoặc phôi thanh.
- Muốn giảm thời gian thay phôi và thao tác thủ công.
- Có kế hoạch dùng cấp phôi tự động, ụ động thủy lực hoặc giá đỡ.
- Cần giữ chất lượng ổn định hơn khi sản lượng tăng.
- Muốn giảm phụ thuộc vào kinh nghiệm chỉnh tay của người vận hành.
Nếu các dấu hiệu này xuất hiện rõ, chọn máy có dư địa mở rộng sẽ giúp xưởng nâng cấp sản xuất dễ hơn, thay vì phải thay máy quá sớm khi nhu cầu tăng.
>> Máy tiện ngang CNC SMEC SL 2500Y là phương án đầu tiên các doanh nghiệp cân nhắc đến mở rộng sửa
Mở rộng không chỉ là tăng công suất
Với xưởng tiện trục, mở rộng không đơn giản là chọn máy lớn hơn hoặc công suất cao hơn. Mở rộng đúng nghĩa là tăng khả năng tổ chức sản xuất ổn định, giảm thao tác phụ, giảm thời gian dừng máy và giữ chất lượng đồng đều giữa các lô.
Trước khi quyết định, xưởng nên tự kiểm tra:
- Sản lượng trong 1–3 năm tới có khả năng tăng không?
- Tỷ trọng đơn hàng theo lô có tăng không?
- Có cần nhận thêm trục dài, trục ống hoặc phôi thanh không?
- Máy có thể lắp thêm ụ động, giá đỡ hoặc cấp phôi không?
- Chi phí đầu tư thêm hiện tại có giúp tránh phải đổi máy sớm không?
Nếu câu trả lời nghiêng về mở rộng, xưởng nên ưu tiên máy có cấu hình linh hoạt, đủ dư địa nâng cấp và phù hợp với định hướng sản xuất lâu dài. Nếu nhu cầu còn nhỏ và thay đổi nhiều, chọn máy vừa đủ, dễ vận hành và dễ kiểm soát chi phí sẽ an toàn hơn.
Chọn đúng máy tiện trục để gia công ổn định và mở rộng hiệu quả
Với xưởng chuyên tiện trục, việc chọn máy không nên dừng ở các thông số cơ bản như công suất hay đường kính gia công tối đa, mà cần được đánh giá toàn diện theo đúng đặc điểm sản phẩm và định hướng sản xuất của doanh nghiệp. Từ chiều dài trục, khoảng chống tâm, độ cứng vững của máy, hệ thống hỗ trợ trục dài, lỗ trục chính, kiểu phôi đầu vào, đến công suất, mô-men, dải tốc độ trục chính, độ chính xác, độ lặp lại và chất lượng cơ cấu ăn dao, mỗi tiêu chí đều ảnh hưởng trực tiếp đến khả năng giữ dung sai, hạn chế rung, ổn định bề mặt và duy trì năng suất lâu dài. Chỉ khi chọn đúng cấu hình phù hợp với nhóm trục mà xưởng gia công thường xuyên, doanh nghiệp mới có thể khai thác máy hiệu quả, giảm sai số, giảm thời gian chỉnh sửa và tạo nền tảng cho mở rộng sản xuất về sau.
Nếu doanh nghiệp của bạn đang cần đầu tư máy công cụ cơ khí chất lượng cao hoặc thiết bị cơ khí chuyên dụng phù hợp với nhu cầu tiện trục thực tế, CTCP Thương mại và Công nghệ Á Châu là đơn vị đáng tin cậy để đồng hành, tư vấn lựa chọn giải pháp phù hợp với từng dạng chi tiết, từng định hướng sản xuất và từng mức đầu tư, giúp xưởng nâng cao độ ổn định gia công, tối ưu hiệu quả đầu tư và phát triển năng lực sản xuất bền vững.
Hà Nội: 0912 002 160 – 083 602 9594
Hồ Chí Minh: 097 958 0571 – 098 858 9709
Chúng tôi cam kết mang đến sản phẩm chính hãng, dịch vụ chuyên nghiệp và giải pháp tối ưu giúp khách hàng nâng cao hiệu quả sản xuất.
Tin liên quan
Công nghệ gia công CNC gồm những gì? Tiện CNC, phay CNC và cắt CNCGia công CNC là gì? Quy trình, ưu điểm và ứng dụng trong cơ khí chính xác
Hướng dẫn vận hành máy phay CNC: các bước cơ bản trước khi chạy chương trình
Vận hành máy CNC là gì? Quy trình cơ bản cho người mới bắt đầu
Các lỗi thường gặp trên máy phay CNC: lỗi trục X/Y/Z, spindle, thay dao và Fanuc alarm




