





Xưởng gia công thép thường, inox, nhôm nên chọn máy thế nào?
17:35 - 03/06/2026
Nhiều xưởng khi chọn máy thường chỉ so công suất, tốc độ, thương hiệu hoặc giá bán, trong khi vật liệu gia công mới là yếu tố ảnh hưởng trực tiếp đến cấu hình máy. Thép thường cần máy cứng vững, mô-men tốt; inox cần kiểm soát rung, làm mát và thoát phoi; nhôm cần tốc độ trục chính cao, chạy dao mượt. Vì vậy, trước khi đầu tư máy tiện, máy phay, máy CNC hay trung tâm gia công, xưởng cần xác định rõ vật liệu chủ lực, dạng chi tiết,...
Nội dung bài viết
- Vì sao vật liệu gia công ảnh hưởng trực tiếp đến việc chọn máy?
- Gia công thép thường nên chọn máy theo tiêu chí nào?
- Gia công inox nên chọn máy theo tiêu chí nào?
- Gia công nhôm nên chọn máy theo tiêu chí nào?
- Nếu xưởng gia công cả thép, inox và nhôm thì nên chọn máy theo hướng nào?
- Chọn máy theo vật liệu chủ lực để đầu tư chắc hơn
Vì sao vật liệu gia công ảnh hưởng trực tiếp đến việc chọn máy?
Vật liệu gia công là một trong những yếu tố đầu tiên cần xem xét khi chọn máy công cụ. Cùng là máy tiện CNC, máy phay CNC hoặc trung tâm gia công, nhưng yêu cầu khi gia công thép thường, inox và nhôm có thể khác nhau rất nhiều. Sự khác biệt nằm ở lực cắt, tốc độ cắt, nhiệt sinh ra, dạng phoi, yêu cầu dao cụ, đồ gá và khả năng giữ ổn định trong quá trình gia công.
Mỗi vật liệu có lực cắt, tốc độ cắt và nhiệt cắt khác nhau
Thép thường thường tạo lực cắt cao hơn nhôm, nên máy cần đủ cứng vững, mô-men trục chính tốt và khả năng chịu tải ổn định. Với các nguyên công như phay thô, khoan lớn, taro hoặc tiện có chiều sâu cắt lớn, nếu máy yếu hoặc hệ gá không chắc, bề mặt dễ xấu, dao nhanh mòn và kích thước khó ổn định.
Inox thường khó gia công hơn thép thường ở nhiều trường hợp vì dễ sinh nhiệt, dễ hóa bền nguội và cần kiểm soát rung tốt. Máy dùng cho inox cần ưu tiên độ cứng vững, làm mát ổn định và thoát phoi hiệu quả. Với nhôm, lực cắt nhẹ hơn nhưng lại cần tốc độ trục chính cao, chạy dao mượt và khả năng thoát phoi nhanh để đạt năng suất và bề mặt đẹp.

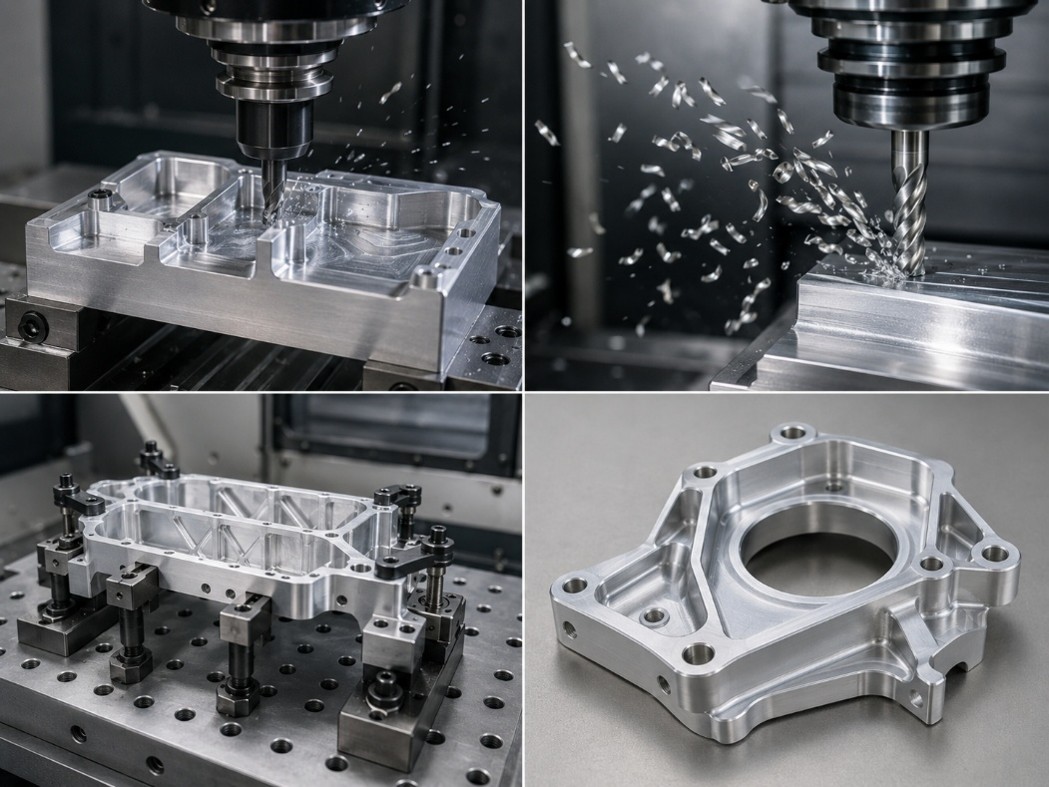
Các vật liệu gia công phổ biến trên máy CNC
>> Máy tiện ngang CNC kiểu gang băng dẫn hướng tuyến tính SMEC PL 1600G phù hợp cho nhà xưởng cơ khí chính xác quy mô nhỏ đến trung bình chuyên sản xuất chi tiết tròn xoay theo lô
Thoát phoi, dao cụ và đồ gá phải phù hợp với vật liệu
Dạng phoi ảnh hưởng trực tiếp đến độ ổn định khi chạy máy. Nếu phoi không thoát tốt, phoi có thể bị cắt lại, làm xước bề mặt, gây nóng dao hoặc khiến máy phải dừng nhiều lần để vệ sinh. Nhôm thường tạo nhiều phoi nhẹ khi chạy tốc độ cao; inox có thể tạo phoi dẻo, khó gãy; thép thường thay đổi dạng phoi tùy mác thép, dao và chế độ cắt.
Vì vậy, chọn máy không thể tách rời dao cụ, đồ gá và chế độ cắt. Thép thường cần gá chắc, dao đủ bền và máy chịu lực tốt. Inox cần dao sắc, làm mát tốt, hệ máy đủ cứng để hạn chế rung và giảm mòn dao. Nhôm cần dao thoát phoi tốt, lưỡi cắt sắc, trục chính đủ nhanh và vùng gia công dễ làm sạch phoi.

Máy CNC gia công cắt phôi và tạo hình chi tiết
>> Đừng bỏ lỡ Máy tiện ngang CNC băng dẫn hướng dạng hộp SMEC SL 4000L series
Không nên chọn máy theo vật liệu chung chung
Nhiều xưởng nói rằng máy cần gia công được cả thép, inox và nhôm, nhưng cách nói này chưa đủ. Điều quan trọng là vật liệu nào chiếm tỷ trọng lớn nhất, vật liệu nào tạo doanh thu chính, vật liệu nào yêu cầu dung sai chặt nhất và vật liệu nào đang gây lỗi nhiều nhất trong xưởng.
Nếu thép thường là vật liệu chủ lực, nên ưu tiên máy cứng vững, mô-men tốt và chịu tải ổn định. Nếu inox là vật liệu chủ lực, cần ưu tiên chống rung, làm mát, thoát phoi và độ ổn định khi chạy lâu. Nếu nhôm là vật liệu chủ lực, cần ưu tiên tốc độ trục chính, tốc độ chạy dao, độ mượt chuyển động và khả năng thoát phoi. Nếu xưởng gia công cả ba vật liệu, nên chọn máy theo hướng cân bằng: đủ cứng cho thép và inox, nhưng vẫn có dải tốc độ và khả năng thoát phoi phù hợp cho nhôm.

Tốc độ cắt và tốc độ trục chính trên máy CNC
>> Xem ngay Máy tiện ngang CNC băng dẫn hướng dạng hộp SMEC 4500X
Gia công thép thường nên chọn máy theo tiêu chí nào?
Thép thường là nhóm vật liệu phổ biến trong xưởng cơ khí, thường gặp ở chi tiết máy, trục, bạc, mặt bích, đồ gá, khung máy và nhiều chi tiết công nghiệp khác. So với nhôm, thép thường tạo lực cắt lớn hơn, nên máy cần đủ cứng vững, mô-men phù hợp, gá kẹp chắc và khả năng chạy ổn định trong điều kiện cắt thực tế.
Ưu tiên độ cứng vững, mô-men và khả năng chịu tải cắt
Khi gia công thép thường, xưởng nên ưu tiên máy có thân máy chắc, bàn máy chịu tải phù hợp, trục chính ổn định và hệ truyền động đủ khỏe. Nếu máy thiếu cứng vững, quá trình cắt dễ bị rung, bề mặt xấu, dao nhanh mòn và kích thước khó giữ ổn định.
Ngoài công suất, cần xem mô-men trục chính trong vùng tốc độ thường dùng khi cắt thép. Với các nguyên công như tiện thô, phay thô, khoan lớn, doa, taro hoặc gia công chi tiết thép có chiều sâu cắt lớn, máy cần mô-men đủ khỏe để duy trì lực cắt ổn định. Máy có tốc độ trục chính cao nhưng mô-men yếu chưa chắc phù hợp nếu xưởng chủ yếu gia công thép tải nặng.

Trung tâm gia công 3 trục cho xử lý thép, có làm mát xuyên trục chính
Làm mát, thoát phoi và gá kẹp phải đủ ổn định
Gia công thép thường sinh nhiệt và tạo phoi có độ cứng cao hơn nhôm, nên hệ thống làm mát và thoát phoi cần được xem kỹ. Dung dịch làm mát phải tới đúng vùng cắt để giảm nhiệt, hỗ trợ thoát phoi, hạn chế mòn dao và giữ bề mặt ổn định hơn khi chạy lâu.
Khả năng thoát phoi cũng rất quan trọng nếu xưởng phay rãnh, khoan sâu, taro hoặc chạy thép theo lô. Phoi tích tụ trong vùng gia công có thể làm xước bề mặt, kẹt dao, tăng nhiệt hoặc khiến máy phải dừng nhiều lần để vệ sinh.
Bên cạnh đó, đồ gá và kẹp phôi phải đủ chắc. Với thép thường, lực cắt lớn nên nếu phôi kẹp không ổn định, chi tiết có thể rung, xê dịch hoặc sai kích thước. Xưởng cần kiểm tra bàn máy, hành trình, tải trọng, không gian gá đặt và phương án kẹp phôi trước khi chọn máy.
Nên chọn máy theo dạng chi tiết thép chủ lực
Không phải xưởng gia công thép nào cũng cần cùng một cấu hình máy. Nếu xưởng thường phay thép khối hoặc bóc vật liệu nhiều, nên ưu tiên máy cứng vững, mô-men tốt, làm mát và thoát phoi hiệu quả. Nếu làm chi tiết chính xác, cần chú ý hơn đến độ ổn định trục chính, độ lặp lại và khả năng giữ dung sai.
Với xưởng khoan, doa, taro thép, máy cần mô-men phù hợp, làm mát ổn định và gá đặt chắc. Với xưởng tiện trục, bạc hoặc chi tiết tròn xoay, cần chú ý trục chính, phương án gá kẹp và độ ổn định khi chạy lâu. Nếu gia công thép theo lô, nên ưu tiên máy giữ kích thước ổn định, dễ lưu chương trình, dễ chuẩn hóa đồ gá và thuận tiện chỉnh bù dao.
Vì vậy, trước khi chọn máy, xưởng nên xác định rõ nhóm chi tiết thép tạo doanh thu chính. Chọn đúng theo dạng chi tiết chủ lực sẽ thực tế hơn so với chỉ chọn theo công suất lớn, tốc độ cao hoặc kích thước máy trên catalogue.
>> Máy tiện ngang CNC nhỏ gọn băng dẫn hướng tuyến tính SMEC NS 2000 phù hợp nhất cho xưởng cơ khí gia công chi tiết tròn xoay quy mô từ 5–30 máy, hoặc xưởng có 1–2 cụm máy tiện chạy 1–3 ca
Gia công inox nên chọn máy theo tiêu chí nào?
Inox là nhóm vật liệu khó gia công hơn thép thường trong nhiều trường hợp, đặc biệt với các mác phổ biến như inox 304 và inox 316. Khi cắt gọt, inox dễ sinh nhiệt, dễ bám dao, có xu hướng hóa bền nguội và thường làm dao mòn nhanh nếu quá trình cắt không ổn định. Vì vậy, xưởng gia công inox không nên chọn máy chỉ theo tốc độ trục chính hoặc giá đầu tư ban đầu.
Ưu tiên độ cứng vững, chống rung và mô-men phù hợp
Khi gia công inox, độ cứng vững của máy là tiêu chí rất quan trọng. Nếu thân máy, trục chính, hệ truyền động, bàn máy hoặc đồ gá không đủ chắc, quá trình cắt dễ bị rung, làm bề mặt xấu, tăng nhiệt và khiến dao mòn nhanh hơn.
Ngoài công suất, xưởng cần xem mô-men trục chính trong điều kiện cắt thực tế. Với các nguyên công như phay thô, khoan, doa, taro hoặc tiện inox, máy cần đủ lực cắt ổn định, không chỉ cần tốc độ quay cao. Nếu mô-men không phù hợp, xưởng có thể phải giảm chiều sâu cắt, giảm lượng chạy dao hoặc chia nhiều lượt cắt, làm thời gian gia công tăng và chi phí mỗi chi tiết cao hơn.
>> Máy khoan bàn Frejoth UMD-25 phù hợp khi xưởng cần khoan lỗ lớn hơn mức phổ thông và ưu tiên độ vững khi làm chi tiết dày vừa
Làm mát, thoát phoi và dao cụ phải kiểm soát tốt
Inox dẫn nhiệt kém hơn nhiều vật liệu phổ thông, nên nhiệt thường tập trung nhiều ở vùng cắt. Nếu hệ thống làm mát yếu hoặc dung dịch không tới đúng mép cắt, dao dễ nóng, nhanh mòn, bề mặt xấu và vật liệu dễ bám lên lưỡi cắt. Vì vậy, máy gia công inox cần hệ thống làm mát ổn định, đủ lưu lượng và hỗ trợ tốt cho quá trình thoát phoi.
Khả năng thoát phoi cũng cần được xem kỹ. Phoi inox có thể dẻo, khó gãy và dễ làm quá trình cắt nặng hơn nếu dao, chế độ cắt hoặc làm mát không phù hợp. Xưởng nên chọn máy có không gian thoát phoi tốt, dễ vệ sinh, phù hợp với dạng chi tiết và cường độ sản xuất. Dao cụ cũng cần đủ sắc, lớp phủ phù hợp và được kiểm soát mòn để hạn chế bám dao, rung và sai dung sai.
>> Máy mài phẳng kiểu cột DAE SAN DGS-2080 2S chuyên xử lý tấm phẳng dài, khổ rộng, khối chi tiết lớn và đồ gá nặng, cần mài lặp lại theo lô với độ đồng đều cao

Bộ chi tiết stainless steel/aluminum/titanium CNC
Nên chọn máy theo mác inox và dạng sản phẩm chủ lực
Không nên xem inox giống thép thường khi chọn máy. Inox 303 thường dễ gia công hơn inox 304, trong khi inox 304 và inox 316 phổ biến nhưng khó kiểm soát hơn do độ dẻo, xu hướng bám dao, hóa bền nguội và khả năng thoát nhiệt kém. Vì vậy, xưởng cần xác định rõ đang gia công mác inox kém. Vì vậy, xưởng cần xác định rõ đang gia công mác inox nào nhiều nhất trước khi chọn cấu hình máy.
Dạng sản phẩm cũng ảnh hưởng trực tiếp đến tiêu chí chọn máy. Nếu xưởng phay inox khối hoặc bóc vật liệu nhiều, nên ưu tiên máy cứng vững, mô-men tốt và làm mát mạnh. Nếu gia công chi tiết inox chính xác, cần chú ý độ ổn định trục chính, độ lặp lại, khả năng chỉnh bù dao và chất lượng bề mặt. Nếu chạy inox theo lô, nên ưu tiên thêm khả năng bảo trì, thoát phoi, cấp dung dịch làm mát ổn địn và hỗ trợ kỹ thuật nhanh để giảm thời gian dừng máy.
>> Máy mài phẳng CNC DAE SAN DGS-630CNC phù hợp cho các xưởng cơ khí quy mô trung bình khá đến lớn và các đơn vị gia công yêu cầu độ lặp lại cao, cần chuẩn hoá chất lượng bề mặt giữa nhiều mẻ sản xuất
Nhu cầu gia công inox | Hướng chọn máy nên ưu tiên |
Phay inox 304, 316 | Máy CNC cứng vững, chống rung tốt, làm mát mạnh |
Tiện inox | Trục chính ổn định, kẹp phôi chắc, kiểm soát phoi tốt |
Khoan, doa, taro inox | Mô-men tốt, làm mát đúng vùng cắt, gá đặt vững |
Gia công inox theo lô | Độ lặp lại tốt, dễ chỉnh bù dao, đồ gá tiêu chuẩn |
Chi tiết inox yêu cầu bề mặt đẹp | Trục chính ổn định, dao phù hợp, kiểm soát rung và nhiệt |
Inox tấm | Máy cắt, chấn, gia công tấm phù hợp độ dày và sản lượng |
Chi tiết inox chính xác | Máy ổn định nhiệt, độ lặp lại cao, kiểm soát quá trình tốt |
Gia công nhôm nên chọn máy theo tiêu chí nào?
Nhôm thường dễ cắt hơn thép thường và inox, nhưng không có nghĩa là chọn máy đơn giản hơn. Khi gia công nhôm, vấn đề chính không nằm ở lực cắt quá nặng, mà nằm ở tốc độ trục chính, tốc độ chạy dao, khả năng thoát phoi, kiểm soát bám dao, ba via và độ ổn định bề mặt.
Ưu tiên tốc độ trục chính, chạy dao nhanh và chuyển động mượt
Nếu xưởng gia công nhôm là chủ lực, tốc độ trục chính là tiêu chí rất quan trọng, đặc biệt khi dùng dao nhỏ, phay tinh, phay biên dạng, phay hốc hoặc gia công chi tiết cần bề mặt đẹp. Máy có tốc độ trục chính thấp vẫn có thể cắt nhôm, nhưng khó khai thác hết lợi thế của vật liệu này.
Ngoài tốc độ trục chính, cần xem thêm tốc độ chạy dao, khả năng tăng giảm tốc và độ mượt chuyển động của các trục. Khi gia công nhôm tốc độ cao, nếu máy tăng giảm tốc kém hoặc chuyển động không ổn định ở các đoạn đổi hướng, bề mặt có thể bị gợn, sai biên dạng hoặc không đạt độ nhẵn mong muốn.
Gia công nhôm trên máy CNC với đồ gá và bề mặt hoàn thiện
>> Máy cưa vòng tự động Kyoung Dong KDBS 450NC phù hợp khi yêu cầu kiểm soát cắt chặt hơn cho đơn hàng theo lô, tăng tính lặp và giảm sai số để ổn định chất lượng phôi đầu ra.
Thoát phoi, bám dao và ba via cần được kiểm soát tốt
Nhôm thường tạo nhiều phoi nhẹ, đặc biệt khi chạy tốc độ cao. Nếu phoi không thoát nhanh khỏi vùng cắt, dao có thể cắt lại phoi, làm xước bề mặt, tăng nhiệt và giảm tuổi dao. Vì vậy, máy gia công nhôm cần có không gian thoát phoi tốt, hệ thống xả phoi phù hợp và khả năng làm sạch vùng cắt hiệu quả.
Ngoài ra, nhôm dễ bám dao và dễ sinh ba via nếu chọn sai dao, sai chế độ cắt hoặc làm mát không phù hợp. Xưởng nên chú ý đến dao có rãnh thoát phoi tốt, lưỡi cắt sắc, dung dịch làm mát hoặc bôi trơn phù hợp và đường chạy dao hạn chế phoi bị kéo lại lên bề mặt đã gia công.

Phay nhôm khối
>> Máy dập servo điện dạng mỏng HDS phù hợp cho ép, dập, uốn và lắp ráp chính xác các linh kiện nhỏ đến vừa trong xưởng cơ khí chính xác

Băng tải phoi/chip conveyor
Vẫn cần độ cứng vững nếu gia công chi tiết nhôm chính xác
Dù lực cắt của nhôm thường nhẹ hơn thép và inox, độ cứng vững của máy vẫn rất quan trọng, nhất là khi gia công chi tiết mỏng, chi tiết chính xác, chi tiết khuôn nhôm hoặc sản phẩm yêu cầu bề mặt đẹp. Nếu máy rung, trục chính đảo hoặc gá đặt không ổn định, bề mặt nhôm vẫn có thể bị sọc, gợn hoặc sai kích thước.
Khi chọn máy, xưởng nên xác định nhóm sản phẩm nhôm chủ lực:
- Nếu làm nhôm tấm, vỏ máy, chi tiết mỏng: ưu tiên gá đặt chắc, chạy dao mượt và hạn chế rung.
- Nếu làm khuôn nhôm hoặc chi tiết chính xác: ưu tiên trục chính ổn định, độ đảo thấp và bề mặt đẹp.
- Nếu chạy nhôm theo lô: ưu tiên tốc độ, thoát phoi tốt, dễ vệ sinh và giữ chu kỳ ổn định.
- Nếu làm nhiều biên dạng phức tạp: ưu tiên bộ điều khiển xử lý đường dao tốt và chuyển động mượt.
Như vậy, máy gia công nhôm không chỉ cần quay nhanh, mà còn phải thoát phoi tốt, chạy êm, kiểm soát bám dao và giữ bề mặt ổn định trong điều kiện sản xuất thực tế.
>> Máy cưa vòng thủ công Kyoung Dong KDBS 630M dành cho xưởng gia công nặng thường xuyên cắt phôi lớn, yêu cầu đường cắt đều để không tạo điểm nghẽn ở công đoạn hàn – gá lắp – gia công tiếp theo.
Nếu xưởng gia công cả thép, inox và nhôm thì nên chọn máy theo hướng nào?
Nếu xưởng gia công cả thép thường, inox và nhôm, việc chọn máy cần cân bằng giữa độ cứng vững, mô-men, tốc độ trục chính, làm mát, thoát phoi và khả năng gá đặt. Không nên chọn máy chỉ tối ưu cho một vật liệu nếu thực tế sản xuất của xưởng thay đổi thường xuyên giữa nhiều nhóm chi tiết.
Xác định vật liệu và nhóm sản phẩm chủ lực trước
Trước khi chọn máy, xưởng cần xác định vật liệu nào chiếm tỷ trọng lớn nhất trong đơn hàng. Nếu thép thường và inox chiếm phần lớn, máy nên ưu tiên độ cứng vững, mô-men trục chính, khả năng chịu tải cắt và làm mát ổn định. Nếu nhôm là nhóm sản phẩm chính, cần chú ý nhiều hơn đến tốc độ trục chính, tốc độ chạy dao, chuyển động mượt và khả năng thoát phoi nhanh.
Ngoài vật liệu, cũng cần nhìn vào dạng chi tiết chủ lực. Xưởng chuyên phay thép khối, tiện trục, khoan taro inox hay gia công vỏ nhôm sẽ có tiêu chí chọn máy khác nhau. Xác định đúng nhóm sản phẩm tạo doanh thu chính sẽ giúp xưởng chọn máy sát nhu cầu hơn.
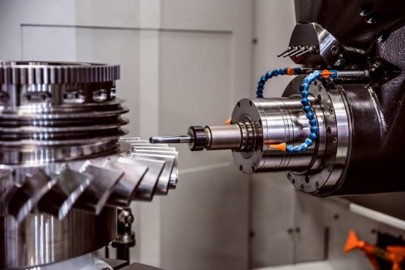
Cận cảnh cụm trục chính và dao gia công chi tiết kim loại
>> Máy dập servo Dongjin DSP-AF phù hợp cho dây chuyền dập tự động trong nhà máy công nghệ cao, bán dẫn và sản xuất linh kiện ô tô chính xác quy mô nhỏ đến vừa
Chọn máy đủ cứng cho thép, inox nhưng vẫn phù hợp khi gia công nhôm
Với xưởng làm cả ba vật liệu, nên ưu tiên máy có kết cấu đủ cứng vững để xử lý thép thường và inox trước, vì đây là hai nhóm vật liệu tạo lực cắt lớn hơn và dễ gây rung hơn nhôm. Máy cũng cần có mô-men phù hợp, hệ thống làm mát ổn định, thoát phoi tốt và phương án gá kẹp chắc.
Tuy nhiên, máy cũng không nên quá nặng về cắt tải lớn mà bỏ qua nhu cầu gia công nhôm. Nếu xưởng gia công nhôm thường xuyên, cần xem thêm dải tốc độ trục chính, tốc độ chạy dao, khả năng tăng giảm tốc, độ mượt chuyển động và khả năng làm sạch phoi trong vùng gia công.
>> Máy mài phẳng tự động DAE SAN dòng DGS-520 2S phù hợp xưởng cơ khí quy mô trung bình khá
Tránh chọn máy quá lệch về một vật liệu
Nếu chọn máy quá thiên về gia công nặng, xưởng có thể xử lý tốt thép và inox nhưng không khai thác tốt tốc độ, năng suất và bề mặt khi gia công nhôm. Ngược lại, nếu chọn máy quá thiên về tốc độ cao cho nhôm, máy có thể thiếu cứng vững hoặc thiếu mô-men khi gia công thép và inox.
Vì vậy, hướng an toàn hơn là chọn máy theo vật liệu khó gia công và yêu cầu chất lượng cao nhất trong xưởng, sau đó kiểm tra xem máy có còn đáp ứng được các vật liệu còn lại hay không. Với xưởng làm nhiều loại vật liệu, máy nên có khả năng gá đặt linh hoạt, bộ điều khiển dễ chỉnh chương trình, dễ bù dao và dễ thay đổi thông số cắt giữa các nhóm vật liệu.
>> Máy phay lăn răng YG Tech HERA150 phù hợp nhà xưởng sản xuất liên tục cần độ lặp lại cao và ổn định dài giờ để hạn chế sai số phát sinh trong quá trình cắt
Nếu xưởng làm cả ba vật liệu, nên tránh hai cực đoan
Khi xưởng gia công cả thép, inox và nhôm, có hai hướng chọn máy dễ gây rủi ro.
Hướng thứ nhất là chọn máy quá nhẹ, thiên nhiều về tốc độ để chạy nhôm. Máy kiểu này có thể cho năng suất tốt với nhôm, nhưng khi vào thép hoặc inox lại dễ thiếu độ cứng vững, thiếu mô-men, rung nhiều hoặc phải giảm chế độ cắt.
Hướng thứ hai là chọn máy quá nặng và quá chậm trong khi nhôm lại chiếm tỷ trọng lớn. Máy có thể cắt thép tốt, nhưng khi gia công nhôm, tốc độ trục chính và tốc độ chạy dao không đủ sẽ làm năng suất thấp, nhất là với dao nhỏ, phay tinh hoặc phay biên dạng.
Cách chọn hợp lý hơn là cân bằng theo tỷ trọng đơn hàng:
Tình huống thực tế của xưởng | Hướng chọn máy nên ưu tiên |
70% thép, 20% inox, 10% nhôm | Ưu tiên cứng vững, mô-men, làm mát; tốc độ vừa đủ cho nhôm |
50% inox, 30% thép, 20% nhôm | Ưu tiên cứng vững, chống rung, làm mát mạnh, thoát phoi tốt |
60% nhôm, 30% thép, 10% inox | Ưu tiên tốc độ trục chính, chạy dao, thoát phoi nhưng không chọn máy quá nhẹ |
Cả 3 vật liệu tương đối cân bằng | Chọn máy CNC đa dụng, thân máy chắc, trục chính dải rộng, làm mát và thoát phoi tốt |
Đơn hàng thay đổi liên tục | Ưu tiên linh hoạt, dễ gá đặt, dễ chỉnh chương trình, dễ đổi dao |
Chọn máy theo vật liệu chủ lực để đầu tư chắc hơn
Thép thường, inox và nhôm có đặc tính gia công rất khác nhau, nên xưởng không nên chọn máy theo một tiêu chí chung chung. Với thép thường, máy cần đủ cứng vững, mô-men tốt và gá đặt chắc để chịu lực cắt ổn định. Với inox, xưởng cần ưu tiên cao hơn cho khả năng chống rung, làm mát, thoát phoi và giữ dung sai khi chạy lâu. Với nhôm, máy cần tốc độ trục chính cao, tốc độ chạy dao tốt, chuyển động mượt và khả năng thoát phoi nhanh để đạt năng suất và bề mặt đẹp. Nếu xưởng gia công cả ba vật liệu, hướng chọn máy hợp lý là cân bằng giữa độ cứng vững, dải tốc độ trục chính, mô-men, làm mát, thoát phoi, khả năng gá đặt và bộ điều khiển dễ thao tác.
Để chọn đúng máy ngay từ đầu, hãy liên hệ CTCP Thương mại và Công nghệ Á Châu để được tư vấn cấu hình phù hợp với vật liệu chủ lực, sản lượng, dung sai, dạng chi tiết và bài toán vận hành thực tế của xưởng. Á Châu chuyên cung cấp các dòng máy công cụ và thiết bị công nghiệp chất lượng cao, hỗ trợ xưởng lựa chọn thiết bị đúng nhu cầu, giảm rủi ro đầu tư sai, vận hành ổn định hơn và khai thác máy hiệu quả hơn trong dài hạn.
Hà Nội: 0912 002 160 – 083 602 9594
Hồ Chí Minh: 097 958 0571 – 098 858 9709
Chúng tôi cam kết mang đến sản phẩm chính hãng, dịch vụ chuyên nghiệp và giải pháp tối ưu giúp khách hàng nâng cao hiệu quả sản xuất.
Tin liên quan
Công nghệ gia công CNC gồm những gì? Tiện CNC, phay CNC và cắt CNCGia công CNC là gì? Quy trình, ưu điểm và ứng dụng trong cơ khí chính xác
Hướng dẫn vận hành máy phay CNC: các bước cơ bản trước khi chạy chương trình
Vận hành máy CNC là gì? Quy trình cơ bản cho người mới bắt đầu
Các lỗi thường gặp trên máy phay CNC: lỗi trục X/Y/Z, spindle, thay dao và Fanuc alarm




