





Sai số lặp lại trong gia công CNC: nguyên nhân thường gặp và cách khoanh vùng nhanh
19:20 - 22/04/2026
Sai số giữa các lần chạy không phải lúc nào cũng xuất phát từ một nguyên nhân duy nhất, mà thường liên quan đến nhiều yếu tố trong toàn bộ quá trình gia công như nhiệt, sai số chuyển động của máy, tình trạng dao cắt, đồ gá, rung động và cả điều kiện đo kiểm.
Nội dung bài viết
- Hiểu đúng trước: sai số giữa các lần chạy thực chất là gì?
- Nhóm nguyên nhân số 1 – Nhiệt và giai đoạn làm ấm máy
- Nhóm nguyên nhân số 2 – Lỗi hình học, động học và sai số chuyển động của máy
- Nhóm nguyên nhân số 3 – Dao cắt mòn, võng hoặc làm việc không ổn định
- Nhóm nguyên nhân số 4 – Đồ gá, kẹp chặt và cách đặt phôi
- Nhóm nguyên nhân số 5 – Rung động và hiện tượng tự rung
- Nhóm nguyên nhân số 6 – Sai số đo lường và điều kiện kiểm tra
- Kiểm soát đúng nguyên nhân để giữ độ chính xác ổn định
Hiểu đúng trước: sai số giữa các lần chạy thực chất là gì?
Sai số giữa các lần chạy là tình trạng kết quả gia công không giữ được sự đồng đều qua nhiều lần lặp lại, dù chương trình, máy và loại phôi về cơ bản không thay đổi. Biểu hiện thường gặp là chi tiết đầu đạt yêu cầu, nhưng các chi tiết sau bắt đầu lệch kích thước, sai khác hình học hoặc thay đổi chất lượng bề mặt.
Về bản chất, đây là dấu hiệu cho thấy quá trình gia công đang có biến thiên theo thời gian, theo trạng thái máy hoặc theo điều kiện cắt, không chỉ là lỗi riêng lẻ của một chi tiết.
Độ chính xác và độ lặp lại khác nhau ở điểm nào?
Độ chính xác là mức độ chi tiết gia công đạt đúng kích thước, hình dạng hoặc vị trí theo yêu cầu thiết kế. Độ lặp lại là khả năng máy và quy trình tạo ra kết quả ổn định qua nhiều lần gia công liên tiếp trong cùng điều kiện làm việc.
Một quá trình có thể chưa thật sự chính xác tuyệt đối nhưng vẫn lặp lại ổn định, khi đó xưởng có thể bù chỉnh và kiểm soát được. Ngược lại, nếu chi tiết đầu đạt nhưng các chi tiết sau thay đổi thất thường, vấn đề thường nằm ở độ lặp lại của quá trình, không đơn thuần là cài đặt ban đầu.
Khi nào nên xem đây là vấn đề về độ lặp lại?
Xưởng nên xem đây là vấn đề về độ lặp lại nếu gặp các dấu hiệu như:
Chi tiết đầu đạt, nhưng chi tiết thứ 5, thứ 10 hoặc cuối lô bắt đầu lệch.
Kích thước không sai theo một hướng cố định mà thay đổi giữa các lần chạy.
Cùng một chương trình nhưng kết quả khác nhau theo thời gian làm việc của máy.
Sau khi bù dao hoặc chỉnh kích thước, lỗi giảm tạm thời rồi xuất hiện lại.
Sai số thay đổi theo trạng thái thực tế của máy, dao, đồ gá hoặc điều kiện đo.
Những dấu hiệu này cho thấy lỗi không chỉ nằm ở một con số bù kích thước, mà có thể liên quan đến cả quá trình gia công.
Vì sao cần hiểu đúng trước khi tìm nguyên nhân?
Nếu không phân biệt rõ sai số do độ chính xác và sai số do độ lặp lại, xưởng rất dễ chẩn đoán sai hướng. Nhiều trường hợp người vận hành vội quy lỗi cho máy, trong khi nguyên nhân có thể đến từ nhiệt, dao cắt, đồ gá, rung động hoặc điều kiện đo kiểm.
Khi đã xác định đây là vấn đề về độ lặp lại, xưởng nên khoanh vùng theo từng nhóm nguyên nhân chính: trạng thái nhiệt của máy, sai số chuyển động, dao mòn hoặc dao bị võng, gá đặt phôi không ổn định, rung động trong quá trình cắt và phương pháp đo không đồng nhất. Cách tiếp cận này giúp xử lý đúng gốc lỗi hơn so với việc chỉ chỉnh bù rồi tiếp tục chạy.
>> Máy tiện ngang CNC SMEC SL 4500L từ Hàn Quốc đã và đang nhận được nhiều nhận xét tích cực từ các nhà xưởng trên thế giới
Nhóm nguyên nhân số 1 – Nhiệt và giai đoạn làm ấm máy
Nhiệt là một trong những nguyên nhân phổ biến khiến kết quả gia công không đồng đều giữa các lần chạy. Khi máy chuyển từ trạng thái nguội sang trạng thái làm việc ổn định, các cụm như trục chính, ổ đỡ, vít me, ray dẫn hướng và kết cấu máy có thể thay đổi kích thước rất nhỏ do giãn nở nhiệt. Sự thay đổi này làm vị trí tương đối giữa dao và phôi bị lệch, từ đó ảnh hưởng đến kích thước chi tiết.
Vì sao nhiệt làm chi tiết lệch giữa các lần chạy?
Khi nhiệt độ tăng, vật liệu có xu hướng giãn nở. Trên máy CNC, sự giãn nở này không chỉ xảy ra ở một chi tiết đơn lẻ, mà có thể xuất hiện ở nhiều cụm máy cùng lúc như trục chính, bàn máy, trục dẫn động, ổ đỡ và thân máy. Vì vậy, điểm cắt thực tế của dao có thể thay đổi nhẹ theo thời gian chạy máy.
Sai số do nhiệt thường không xuất hiện ngay thành lỗi lớn, mà thể hiện bằng hiện tượng kích thước trôi dần. Chi tiết đầu ca có thể đạt, nhưng sau khi máy chạy một thời gian, kích thước bắt đầu lệch. Nếu chỉ chỉnh bù tại một thời điểm mà không theo dõi quy luật trôi kích thước, lỗi có thể tiếp tục lặp lại.
Dấu hiệu sai số có liên quan đến nhiệt
Xưởng nên nghi ngờ sai số do nhiệt nếu thấy các dấu hiệu sau:
- Chi tiết đầu ca và chi tiết sau khi máy chạy lâu có kích thước khác nhau.
- Máy chạy ổn định hơn sau một thời gian làm ấm.
- Sau khi nghỉ giữa ca hoặc dừng máy lâu, kích thước lại thay đổi.
- Sai số không hoàn toàn ngẫu nhiên mà có xu hướng tăng dần hoặc giảm dần theo thời gian.
- Đã chỉnh bù kích thước nhưng sau một thời gian máy chạy, sai số lại xuất hiện.
Với gia công chính xác, sai số nhiệt cần được chú ý vì chỉ một dịch chuyển nhỏ ở trục chính, bàn máy hoặc điểm cắt cũng có thể làm chi tiết vượt dung sai.
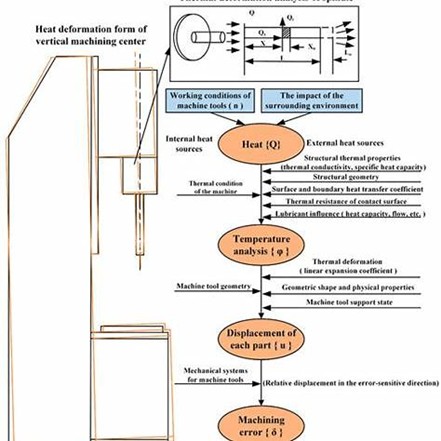
Sơ đồ mối quan hệ giữa nhiệt phát sinh và sai số gia công trên máy CNC
Cách kiểm tra nhanh trong xưởng
Khi nghi ngờ sai số liên quan đến nhiệt, xưởng nên theo dõi kích thước chi tiết theo thời gian chạy máy thay vì chỉ đo một chi tiết đơn lẻ. Có thể ghi lại kích thước ở đầu ca, sau khi máy chạy 30 phút, sau 1 giờ và sau khi dừng máy rồi chạy lại để xem sai số có đi theo trạng thái nóng/nguội của máy hay không.
Ngoài ra, cần kiểm tra các điều kiện có thể làm nhiệt thay đổi mạnh như thời gian làm ấm máy, tốc độ trục chính, thời gian chạy liên tục, dung dịch làm mát, nhiệt độ môi trường xưởng và chu kỳ dừng máy giữa các lô. Nếu sai số có quy luật theo thời gian làm việc của máy, cần ổn định quy trình làm ấm máy, kiểm soát điều kiện gia công và bù kích thước theo trạng thái vận hành thực tế.
>> Xem ngay Máy phay đứng CNC SMEC HYST 5700 series kết hợp giữa dẫn hướng dạng hộp và dẫn hướng tuyến tính
Nhóm nguyên nhân số 2 – Lỗi hình học, động học và sai số chuyển động của máy
Lỗi hình học, động học và sai số chuyển động là nhóm nguyên nhân khiến máy không còn duy trì đúng quan hệ vị trí giữa các trục, bàn máy, trục chính và dao cắt. Khi đó, dù chương trình gia công không thay đổi, vị trí thực tế của dao so với phôi vẫn có thể sai khác, làm kích thước và hình học chi tiết biến động giữa các lần chạy.
Lỗi hình học và sai số chuyển động ảnh hưởng thế nào đến độ lặp lại?
Lỗi hình học là các sai lệch về độ thẳng, độ vuông góc, độ song song, độ đồng tâm hoặc quan hệ hình học giữa các cụm máy. Lỗi động học và sai số chuyển động lại xuất hiện khi các trục di chuyển, phối hợp nội suy hoặc đổi hướng không còn đúng như lệnh điều khiển.
Khi các sai lệch này cộng dồn, điểm cắt thực tế của dao không còn trùng hoàn toàn với điểm cắt mong muốn trong chương trình. Vì vậy, cùng một chương trình nhưng chi tiết vẫn có thể lệch kích thước, sai vị trí lỗ, sai biên dạng hoặc không đồng đều giữa các lần gia công.
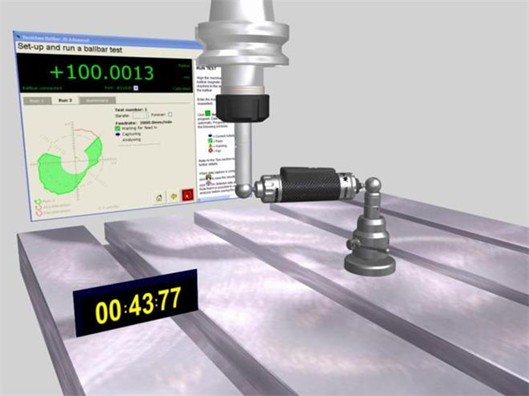
Kiểm tra sai số chuyển động bằng ballbar
Độ rơ, sai số đảo chiều và sai lệch theo hành trình
Độ rơ và sai số đảo chiều là biểu hiện rất thường gặp của nhóm lỗi này. Khi trục đổi hướng, cơ cấu truyền động có thể không phản ứng ngay đúng theo lệnh, làm vị trí thực tế bị chậm hoặc lệch một khoảng nhỏ. Với chi tiết có dung sai chặt, sai lệch nhỏ này vẫn đủ làm kết quả giữa các lần chạy không ổn định.
Ngoài ra, sai số cũng có thể thay đổi theo vị trí trên hành trình máy. Ví dụ, cùng một kích thước nhưng gia công ở hai vùng khác nhau trên bàn máy lại cho kết quả khác nhau; hoặc khi chạy nội suy cung tròn, biên dạng thực tế không tròn đều. Đây là dấu hiệu cho thấy cần kiểm tra độ chính xác chuyển động của máy, không chỉ kiểm tra dao hoặc thông số cắt.
Dấu hiệu nhận biết nhanh trong thực tế
Xưởng nên nghĩ đến lỗi hình học, động học hoặc sai số chuyển động của máy nếu thấy các dấu hiệu sau:
- Chi tiết lệch theo một quy luật lặp lại.
- Sai số thay đổi khi đổi chiều chạy dao hoặc đổi hướng cắt.
- Kích thước thay đổi theo vị trí trên bàn máy hoặc theo hành trình trục.
- Biên dạng nội suy không ổn định, đặc biệt với cung tròn, lỗ, rãnh hoặc bậc chính xác.
- Đã thay dao, chỉnh bù hoặc đổi thông số cắt nhưng lỗi vẫn giữ nguyên dạng.
Nếu các dấu hiệu này lặp lại nhiều lần, nguyên nhân có thể nằm ở tình trạng chuyển động của máy. Khi đó, xưởng nên kiểm tra độ rơ, sai số đảo chiều, độ chính xác định vị, tình trạng vít me, ray dẫn hướng, cụm truyền động và độ ổn định của từng trục trước khi tiếp tục chỉnh bù dao.
>> Đừng bỏ qua Máy phay CNC 5 trục SMEC MVF 5000 phù hợp đa dạng gia công, đặc biệt cho những đơn hàng có khối lượng gia công lớn, cần độ chính xác cao
Nhóm nguyên nhân số 3 – Dao cắt mòn, võng hoặc làm việc không ổn định
Dao cắt là bộ phận trực tiếp tạo ra kích thước và bề mặt chi tiết. Vì vậy, khi dao mòn, bị võng hoặc làm việc không ổn định, kết quả gia công giữa các lần chạy sẽ thay đổi theo. Nhóm nguyên nhân này thường làm kích thước trôi dần, bề mặt xấu hơn, ba via tăng hoặc chi tiết khó giữ dung sai ổn định qua nhiều sản phẩm liên tiếp.
Mòn dao và võng dao gây sai số như thế nào?
Khi dao mòn, mép cắt không còn sắc, hình học lưỡi cắt thay đổi và lực cắt tăng lên. Chi tiết thường không sai đột ngột ngay từ đầu, mà kích thước có xu hướng lệch dần theo số lượng sản phẩm đã gia công. Nếu sau một số chi tiết xưởng phải bù dao nhiều hơn, bề mặt bắt đầu xấu hoặc ba via tăng, cần nghĩ đến khả năng dao đã mòn.
Độ võng dao cũng có thể làm sai số xuất hiện rõ, nhất là khi dao dài, mảnh hoặc điều kiện cắt nặng. Khi chịu lực cắt, dao bị uốn lệch khỏi vị trí lý tưởng, khiến điểm cắt thực tế khác với vị trí trong chương trình. Lỗi này thường gặp khi dùng dao có chiều dài làm việc lớn, phay biên dạng, gia công hốc sâu hoặc tăng chiều sâu cắt, chiều rộng cắt quá mức.
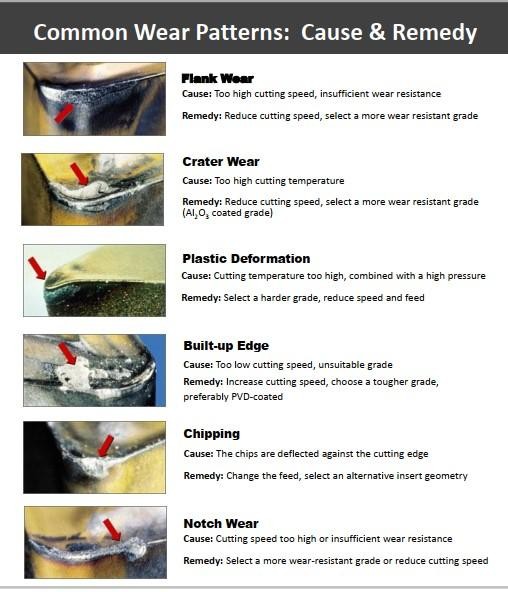
Các dạng mòn thường gặp trên dụng cụ cắt
Dao làm việc không ổn định nên hiểu thế nào?
Không phải mọi sai số do dao đều đến từ mòn dao thông thường. Trong nhiều trường hợp, dao vẫn còn dùng được nhưng trạng thái làm việc không ổn định, khiến kết quả giữa các lần chạy thay đổi. Nguyên nhân có thể là dao lắp không đúng vị trí, dao bị lệch, bị tuột nhẹ, thay đổi chiều dài làm việc, sứt mẻ cạnh cắt hoặc rung quá mức trong khi cắt.
Điểm khó của nhóm lỗi này là máy vẫn có thể chạy hết chương trình, nhưng kích thước và bề mặt không còn ổn định. Người vận hành dễ nhầm với lỗi máy hoặc lỗi thông số cắt, trong khi nguyên nhân thực tế lại nằm ở tình trạng thật của dao tại thời điểm gia công.
Khi nào nên ưu tiên kiểm tra dao trước?
Xưởng nên ưu tiên kiểm tra dao nếu thấy các dấu hiệu sau:
- Thay dao hoặc thay mảnh dao thì kích thước ổn định trở lại.
- Bù dao chỉ cải thiện tạm thời, sau đó kích thước lại tiếp tục trôi.
- Sai số tăng rõ theo số lượng chi tiết đã gia công.
- Lỗi nặng hơn khi tăng chiều sâu cắt, chiều rộng cắt hoặc dùng dao dài.
- Bề mặt gia công xấu dần, ba via tăng hoặc xuất hiện vết cắt không đều.
Nếu các dấu hiệu này lặp lại, nên kiểm tra tình trạng lưỡi cắt, độ mòn, độ mẻ, chiều dài dao, độ kẹp dao và độ ổn định khi cắt trước khi quy lỗi cho máy hoặc tiếp tục chỉnh thông số.
>> Đừng bỏ qua Máy tiện CNC 2 trục chính SMEC NS 1600T2Y2
Nhóm nguyên nhân số 4 – Đồ gá, kẹp chặt và cách đặt phôi
Trong nhiều trường hợp, sai số giữa các lần chạy không bắt nguồn từ máy hay dao, mà đến từ cách phôi được định vị, đỡ và kẹp chặt trên máy. Nếu phôi không được đặt đúng chuẩn, lực kẹp không ổn định hoặc điểm đỡ chưa hợp lý, vị trí thực tế của chi tiết sẽ thay đổi giữa các lần gá. Khi đó, dù chương trình gia công không đổi, kết quả vẫn có thể lệch kích thước, sai hình học hoặc thay đổi chất lượng bề mặt.
Vì sao đồ gá và cách đặt phôi làm sai số lặp lại?
Đồ gá không chỉ có nhiệm vụ giữ phôi, mà còn phải đưa phôi về đúng vị trí chuẩn qua từng lần gá. Nếu bề mặt chuẩn gá không sạch, điểm tỳ không ổn định, điểm chặn lệch nhẹ hoặc thứ tự đặt phôi thay đổi, vị trí thực của phôi sẽ không lặp lại giống nhau.
Vì vậy, cùng một chương trình nhưng thay lần gá vẫn có thể cho kết quả khác. Sai số lúc này đi theo cách đặt phôi, không nằm hoàn toàn ở chương trình hay bù dao. Với sản xuất lặp lại, chỉ cần mỗi lần gá lệch một lượng nhỏ, kích thước và vị trí gia công giữa các chi tiết đã có thể không đồng đều.
Lực kẹp, điểm định vị và biến dạng phôi cần kiểm tra gì?
Lực kẹp quá yếu có thể làm phôi dịch chuyển hoặc rung trong quá trình cắt. Ngược lại, lực kẹp quá mạnh hoặc đặt sai vị trí có thể làm chi tiết biến dạng ngay khi gá, đặc biệt với chi tiết mỏng, dài hoặc có độ cứng vững thấp. Khi tháo kẹp, chi tiết hồi lại khác với trạng thái đang gia công, làm kích thước hoặc hình học bị sai.
Khi kiểm tra nhóm nguyên nhân này, xưởng nên rà lại:
- Bề mặt chuẩn gá có sạch và ổn định không.
- Điểm tỳ, điểm chặn và điểm kẹp có đúng vị trí không.
- Lực kẹp giữa các lần thao tác có đồng đều không.
- Trình tự đặt phôi và siết kẹp có được giữ nhất quán không.
- Chi tiết có bị biến dạng khi kẹp hoặc hồi lại sau khi tháo không.

Bố trí đồ gá và kẹp chặt chi tiết trong gia công CNC
Dấu hiệu nhận biết sai số do gá đặt
Xưởng nên nghĩ đến sai số do đồ gá, kẹp chặt và cách đặt phôi nếu thấy các dấu hiệu sau:
- Tháo ra gá lại thì kích thước thay đổi.
- Cùng một chương trình nhưng đổi người gá thì kết quả khác nhau.
- Chi tiết mỏng, dài hoặc kém cứng vững dễ sai hơn chi tiết đặc chắc.
- Bù dao không giải quyết triệt để sai số.
- Bề mặt chuẩn, vị trí kẹp hoặc lực kẹp thay đổi thì sai số cũng thay đổi.
- Chi tiết có vết hằn, lõm, xước hoặc dấu hiệu chịu lực kẹp không đều.
Nếu các dấu hiệu này lặp lại, nguyên nhân nhiều khả năng nằm ở độ lặp lại của gá đặt. Khi đó, cần chuẩn hóa bề mặt chuẩn, điểm đỡ, lực kẹp và trình tự thao tác trước khi tiếp tục chỉnh bù hoặc quy lỗi cho máy.
>> Máy phay đứng CNC SMEC LCV 6700 có 2 lựa chọn trục chính với thời gian thay dao lên đến 1.3 giây
Nhóm nguyên nhân số 5 – Rung động và hiện tượng tự rung
Rung động là một nguyên nhân thường gặp khiến kết quả gia công không ổn định giữa các lần chạy. Khi hệ thống máy, dao và phôi dao động trong quá trình cắt, vị trí cắt thực tế thay đổi liên tục, làm chi tiết dễ lệch kích thước, giảm độ chính xác hình học và xấu bề mặt.
Rung động và tự rung ảnh hưởng thế nào đến độ lặp lại?
Rung động thông thường là dao động cơ học xuất hiện do lực cắt, va đập, mất cân bằng, dao thò dài, gá đặt yếu hoặc độ cứng vững của hệ thống chưa đủ. Hiện tượng tự rung nguy hiểm hơn vì dao động được duy trì và khuếch đại trong chính quá trình cắt, khiến máy vẫn chạy chương trình nhưng kết quả gia công không còn ổn định.
Khi rung xuất hiện, dao không cắt đúng theo vị trí lý tưởng trong chương trình. Ở mỗi lần chạy, mức rung có thể thay đổi theo tình trạng dao, lượng dư, lực kẹp, nhiệt, thông số cắt hoặc độ cứng vững của phôi. Vì vậy, chi tiết có thể lúc đạt, lúc lệch, đặc biệt ở các nguyên công tinh, gia công thành mỏng, hốc sâu hoặc bề mặt yêu cầu dung sai chặt.
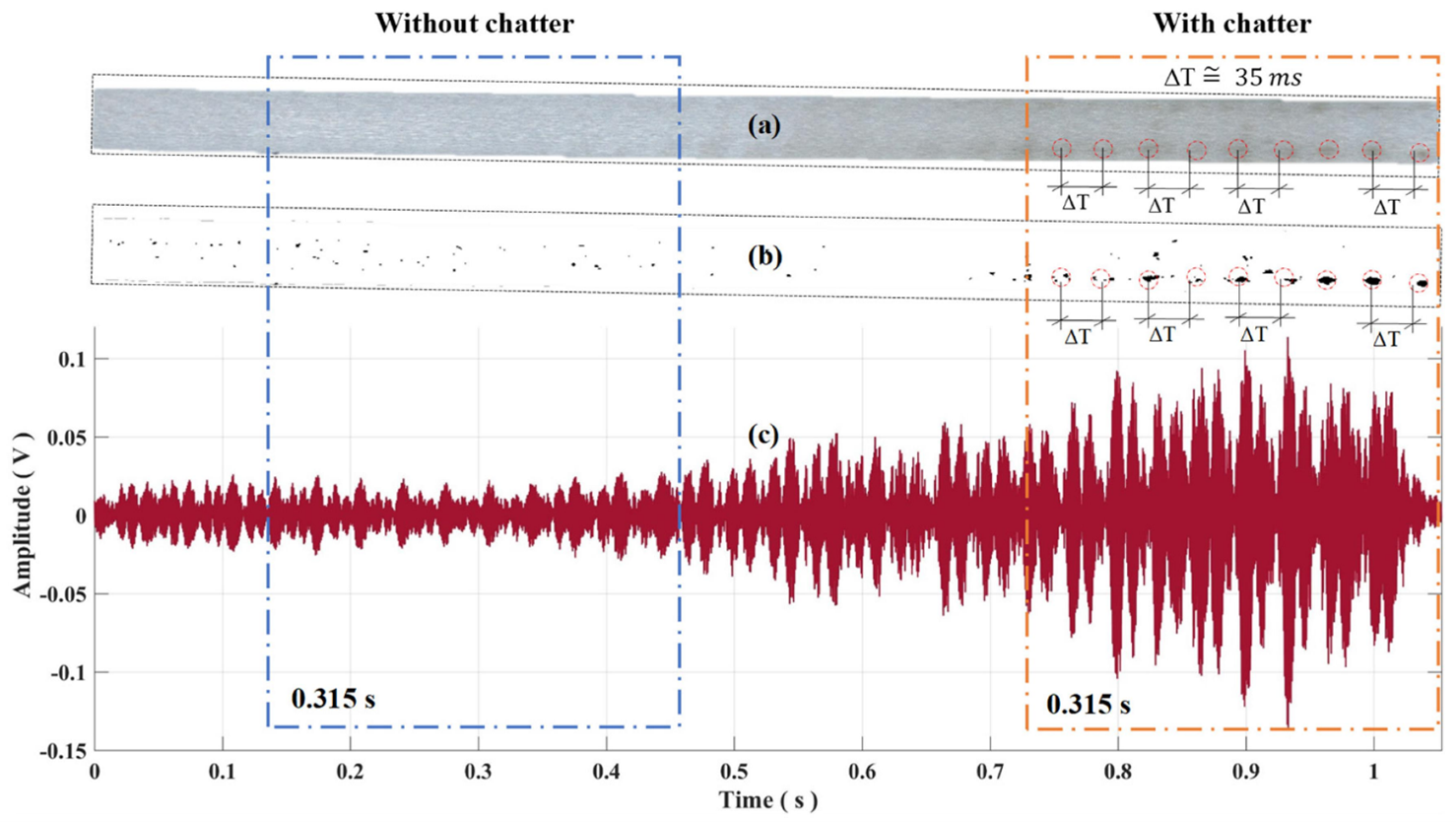
So sánh trạng thái không có tự rung và có tự rung trong gia công
Điều kiện nào dễ làm rung động xuất hiện?
Rung động thường xuất hiện mạnh hơn khi hệ thống gia công thiếu cứng vững hoặc chế độ cắt vượt quá khả năng ổn định của máy, dao và đồ gá. Các điều kiện thường gặp gồm:
- Dao thò quá dài hoặc dao có đường kính nhỏ.
- Bầu kẹp dao, ống kẹp dao hoặc chuôi dao không ổn định.
- Phôi mỏng, dài, thành mỏng hoặc thiếu điểm đỡ.
- Đồ gá kẹp chưa chắc hoặc lực kẹp không đồng đều.
- Chiều sâu cắt, chiều rộng cắt hoặc tốc độ cắt chưa phù hợp.
- Trục chính, ray dẫn hướng, vít me hoặc cụm truyền động có dấu hiệu xuống cấp.
Nếu một hoặc nhiều yếu tố trên xuất hiện cùng lúc, quá trình cắt rất dễ mất ổn định. Khi đó, chỉ bù dao hoặc chỉnh kích thước thường không xử lý được gốc sai số.

Vết tự rung trên bề mặt chi tiết trụ sau gia công
Dấu hiệu nhận biết và khi nào cần ưu tiên kiểm tra rung
Xưởng nên ưu tiên kiểm tra rung động nếu sai số kích thước đi kèm các dấu hiệu như:
- Bề mặt có vết rung, vân sóng hoặc sọc lặp lại.
- Tiếng cắt gằn, rít hoặc thay đổi bất thường.
- Lỗi nặng hơn khi tăng tốc độ, tăng chiều sâu cắt hoặc tăng chiều rộng cắt.
- Thay đổi chiều dài dao thò ra thì kết quả gia công thay đổi rõ.
- Gia cường gá đặt, thay dao hoặc giảm tải cắt thì lỗi giảm.
- Kích thước và chất lượng bề mặt cùng biến động giữa các lần chạy.
Rung động thường kéo theo cả sai số kích thước lẫn chất lượng bề mặt, vì nó làm vị trí cắt thực tế thay đổi theo thời gian. Nếu các dấu hiệu trên lặp lại, nguyên nhân nhiều khả năng nằm ở trạng thái dao động của hệ thống máy, dao, đồ gá và phôi, không chỉ là lỗi bù kích thước.
>> Máy tiện ngang CNC SMEC SL 4000L mang tốc độ trục chính lên đến 2500 rpm
Nhóm nguyên nhân số 6 – Sai số đo lường và điều kiện kiểm tra
Không phải mọi sai lệch giữa các lần chạy đều bắt nguồn từ quá trình cắt gọt. Có trường hợp chi tiết thực tế không thay đổi nhiều, nhưng kết quả đo lại khác nhau do thiết bị đo, người đo, cách đặt chi tiết, môi trường đo hoặc trạng thái của chi tiết tại thời điểm kiểm tra.
Vì sao phép đo có thể làm kết quả giữa các lần chạy khác nhau?
Sai số đo lường là phần chênh lệch phát sinh trong quá trình kiểm tra, khiến giá trị đo được không phản ánh đúng hoàn toàn kích thước hoặc hình học thực của chi tiết. Nhóm sai số này có thể đến từ dụng cụ đo, người đo, cách lấy điểm đo, bề mặt đo, nhiệt độ chi tiết hoặc điều kiện môi trường.
Trong môi trường sản xuất, phép đo thường bị ảnh hưởng bởi nhiều yếu tố như chi tiết còn nóng sau gia công, dầu làm mát bám trên bề mặt, bụi hoặc vụn cắt, rung động từ máy xung quanh, thiết bị đo chưa ổn định hoặc chưa được hiệu chuẩn. Vì vậy, cùng một chi tiết nhưng đo ở hai thời điểm khác nhau, đo bởi hai người khác nhau hoặc đo bằng hai phương pháp khác nhau vẫn có thể cho kết quả chênh lệch.
Đo trên máy và đo ngoài máy cần lưu ý gì?
Đo trên máy có ưu điểm là nhanh, thuận tiện và giúp kiểm tra ngay trong quá trình gia công. Tuy nhiên, không nên mặc định kết quả đo trên máy luôn tương đương với kết quả đo trong điều kiện kiểm tra chuyên dụng. Nếu máy gia công bị lệch hiệu chuẩn, môi trường xưởng rung, nhiệt độ thay đổi hoặc bề mặt chi tiết chưa sạch, kết quả đo trên máy cũng có thể bị ảnh hưởng.
Với chi tiết có dung sai chặt, xưởng nên thống nhất rõ khi nào dùng kết quả đo trên máy để kiểm tra nhanh, khi nào cần đo ngoài máy bằng thiết bị kiểm tra phù hợp. Nếu đo trên máy và đo tại bộ phận kiểm tra cho kết quả khác nhau, cần rà lại điều kiện đo trước khi kết luận ngay rằng quá trình gia công bị sai.
>> Máy phay đứng CNC SMEC MCV 6700L series phù hợp cho các xưởng cơ khí đang cần mở rộng năng lực gia công chi tiết dài/cồng kềnh nhưng vẫn muốn giữ nhịp sản xuất ổn định

Đo kiểm trực tiếp trên chi tiết vừa gia công
Dấu hiệu và checklist kiểm tra lại điều kiện đo
Xưởng nên nghĩ đến sai số đo lường nếu gặp các dấu hiệu sau:
- Cùng một chi tiết nhưng đo lại nhiều lần cho kết quả khác nhau.
- Đổi người đo thì số đo thay đổi.
- Đo ngay sau gia công và đo khi chi tiết nguội cho kết quả khác nhau.
- Đo trên máy và đo ngoài máy cho kết quả chênh lệch.
- Đã kiểm tra dao, máy, đồ gá nhưng sai số vẫn không có quy luật rõ.
- Chi tiết lúc đạt, lúc không dù quá trình gia công nhìn chung ổn định.
Khi kiểm tra thực tế, nên rà soát các điểm cơ bản: chi tiết đã nguội chưa, bề mặt đo có sạch và khô không, thiết bị đo có được hiệu chuẩn không, vị trí lấy điểm đo có thống nhất không, tư thế đặt chi tiết khi đo có đúng không và môi trường đo có bị ảnh hưởng bởi rung động hoặc thay đổi nhiệt độ không.
Cách kiểm tra này giúp tránh nhầm lẫn giữa sai số gia công thật và sai số do phép đo. Nếu điều kiện đo không ổn định, việc tiếp tục bù dao hoặc chỉnh máy có thể khiến quá trình gia công càng khó kiểm soát hơn.
Kiểm soát đúng nguyên nhân để giữ độ chính xác ổn định
Sai số giữa các lần chạy không phải là hiện tượng ngẫu nhiên, mà thường xuất phát từ nhiều yếu tố tác động đồng thời trong toàn bộ quá trình gia công, từ ảnh hưởng của nhiệt và trạng thái làm việc của máy, lỗi hình học và sai số chuyển động, đến tình trạng mòn dao, độ võng của dụng cụ cắt, hệ thống đồ gá, rung động trong quá trình cắt và cả sai số đo lường trong khâu kiểm tra. Vì vậy, khi chi tiết bắt đầu xuất hiện sai lệch giữa các lần chạy, doanh nghiệp không nên chỉ xử lý phần ngọn mà cần nhìn lại toàn bộ hệ thống một cách đồng bộ để xác định đúng nguồn gốc sai số, từ đó kiểm soát tốt độ chính xác, nâng cao độ lặp lại và duy trì chất lượng gia công ổn định trong sản xuất thực tế.
Nếu doanh nghiệp của bạn đang cần đầu tư máy công cụ cơ khí chất lượng cao, thiết bị cơ khí chuyên dụng hoặc giải pháp phù hợp để nâng cao năng lực gia công, CTCP Thương mại và Công nghệ Á Châu là đơn vị đáng tin cậy để đồng hành lâu dài, cung cấp đa dạng các dòng máy cơ khí và giải pháp kỹ thuật đáp ứng nhu cầu thực tế của nhà xưởng, giúp doanh nghiệp tối ưu hiệu quả đầu tư, nâng cao độ ổn định trong sản xuất và phát triển năng lực gia công bền vững.
Hà Nội: 0912 002 160 – 083 602 9594
Hồ Chí Minh: 097 958 0571 – 098 858 9709
Chúng tôi cam kết mang đến sản phẩm chính hãng, dịch vụ chuyên nghiệp và giải pháp tối ưu giúp khách hàng nâng cao hiệu quả sản xuất.
Tin liên quan
Công nghệ gia công CNC gồm những gì? Tiện CNC, phay CNC và cắt CNCGia công CNC là gì? Quy trình, ưu điểm và ứng dụng trong cơ khí chính xác
Hướng dẫn vận hành máy phay CNC: các bước cơ bản trước khi chạy chương trình
Vận hành máy CNC là gì? Quy trình cơ bản cho người mới bắt đầu
Các lỗi thường gặp trên máy phay CNC: lỗi trục X/Y/Z, spindle, thay dao và Fanuc alarm




